

Common Problems and Diagnosis
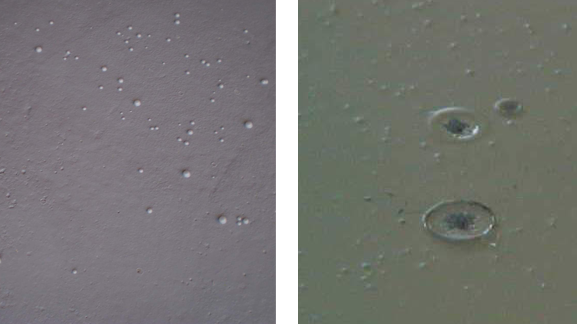
Bubble Formation:
The most common problem with epoxy coatings is small pinhead size bubbles may appear sporadically over the floor or in honeycomb clusters. In most cases, the bubbles are caused by air entrapment during mixing Part A and Part B by mechanical means. If the mixing action is too aggressive, such as a power drill set at a speed of over 600 rpm, it will forms small entrapped bubbles that are harder to break.
When mixing with a power drill to mix with, make sure you set the speed between 300-500 rpm and use a spiral-mixing blade. Make sure that you move the mixing blade all around the inside edge of the pail from bottom to top to ensure proper mixing
If the coating is applied during cooler temperatures, especially if the coating is not preconditioned (kept outdoor in colder temperatures), there is very little chance that air bubbles will break before the material is set. This downfall ultimately leads to the formation of small bubbles at the surface of the coating after it is hardened. This can be prevented by applying the coating in warmer weather by or preconditioning the material (keeping it warm inside until use).
If the bubbles are so severe throughout the floor to such an extent that it must be repaired, sand the floor with 100 mesh sand paper using a belt-sander, then vacuum it and reapply the epoxy coating.
Blisters & Craters Formation:
Outgassing is the phenomenon describing the large bubble formation or blistering that occurs in the complete cured coating. Bubbles may appear in the coating surfaces after a 100% solids epoxy is applied to a porous concrete surfaces. This condition is created when the epoxy begins its exotherm or curing action. The air in the voids of the concrete forces its way through the freshly applied coating. As the coating starts to harden, the air forms buckets that eventually break. When they do, they form large blisters. This problem is very dependent on the quality of the concrete itself and how porous it is.
To avoid or minimize the outgassing problem, seal the porous concrete with a thin solvent-based epoxy primer which due to its ability to penetrate deeply onto the concrete, can replace the air and seal off the concrete slab. This will not entirely eliminate the problem with poor quality concrete. Applying the epoxy coating in direct sunlight can also cause air bubbles to form because the heat of the sun will heat up the concrete. It is recommended that you apply it either in the early morning or later in the afternoon.
Repairing damages (blisters) of outgassing is somewhat complicated. Break the small size bubbles; fill large blisters with epoxy gel (ZeraBond™), and allow it to cure to a hard surface. Sand this surface with 50-60 alumina grits sand paper to a smooth finish, then reapply the epoxy coating over it.
Poor Flow & Film Appearance:
This problem is happens as the coating is applied too hot or two cold or the ventilation of air flow is very aggressive. If the epoxy is applied when the temperature of the material is 30C/85F, the epoxy coating will cure so rapidly entrapped the bubbles onto it, may cause pigment fluctuation or separation or poor flow. At lower temperatures (15C/60F), the viscosity of the coating is very high causing poor flow and inability to level or release the bubbles. Excessive air movement through open doorways, from HVAC or other sources, may cause the surface to dry too rapidly or form a "skin', preventing trapped air from being released from the coating.
Turn off HVAC blowers (if possible), or at least direct the air flow away from the newly applied epoxy coating.
Avoid high-temperature or low temperature condition whenever possible, cool or warm the product (precondition to room temperature) few days ahead of use for optimal performance.
Poor Adhesion & Peeling:
There are a number of reasons for poor adhesion of the epoxy to a concrete floor, including:
- Faulty or insufficient surface preparation
- Contamination of the material with oil, dirty solvent or dirty tools
- Improper mixing of the two components
- Wet or greasy floors
- Excessive moisture, which will cause blisters in the epoxy surface that later peel away.
Disbonding from the concrete substrate is frequently associated with surface preparation. But it also could happen from excessive moisture on the substrates or from moisture vapor emissions. If this experienced within several months of the installation it is due to surface saturation affect from the dew point during installation. Aged floors which develop blisters are due to moisture vapor transmission or alkali aggregate reaction.
Providing that the damage does not cover the entirety of the floor, areas of poor adhesion can be defined by tapping over the area with a hammer. A hollow sound indicates lack of adhesion. A chain drag can also determine delamination in both concrete and coatings. Mark out the suspected areas a few inches outside the limits of poor adhesion and cut through the topping, then remove the damaged area by light mechanical hammers to establish the cause of adhesion. Make sure that the concrete is free of grease, etc., and reapply the epoxy coating. It is important to know that epoxies have relatively low peel strength and in instances of poor adhesion, attempting to remove the patch by chiseling can lift a large area of floor out, even where adhesion is still good. Such lifting can be limited by a "stop-cut".
Inter-coat delamination is another form of poor adhesion. Applying epoxy coating over a previously applied coating may cause this, or applying the topcoat over the first primer coat after the 24hours window is elapsed (without sanding). If the recoat time has elapsed, then you will need to thoroughly sand or grind the concrete flooring, followed by removing the dust with a tack rag before you recoat your flooring. It is important, to always take time to test for compatibility/adhesion if you plan to reapply any coating. Also sand the epoxy coating if it old or have been applied in more than 24 hours previously.
Whether the cause was due poor preparation or moisture, the only way to correct poor adhesion is to sand blast the surface, removing all the flaking coating. In addition, if the surface that is to be coated shows any gloss whatsoever, the surface should be abraded using a medium to coarse sandpaper. Make sure that you remove any dust from the surface with a tack ragged or wipe the surface with a rag and strong such as xylene, prior to the applying the new coating.
If you have an adhesion problem that is throughout your entire floor, it is best that you shot blast the entire floor to the bare concrete, then following the instructions on the coating product, recoat the floor. Make sure however, that you correct any problems due to moisture. Many times, when left alone or ignored, blisters will expand or grow, as the more moisture accumulates underneath the surface of the epoxy. For this reason, it is important to note that if you are applying 100% solid epoxies, they should only be applied on-grade concrete floors that have a moisture barrier or another reputable poly-sheeting barrier beneath them. In addition, you can use a moisture meter to test for moisture content prior to application.
Tacky Surface or Soft Patches:
Surface stickiness and poor hardness are symptoms of improper mixing or incomplete cure. This problem is caused either by improper mixing of A to B or the failure to do adequate blending of the two component. The coating will remain tacky or gummy for so many days after the cure and will never cure. If after the sufficient amount of curing time has passed, your epoxy coating still has not hardened, or has a tacky feel, the problem more than likely is that no catalyst occurred. Unfortunately, this happened because the Part B was either not added to the Part A prior to mixing, or the right proportions were not mixed together.
To fix this problem the coating must entirely removed (using scraper) then clean with excessive amount of solvent such as xylene. Let it dry and reapply the coating.
Do not invert the buckets to try to drain the last drops of materials onto the concrete. There is a risk that the bucket wall or bottom will hold a non-mixed component.
Surface Blushing:
Amine blushing can cause both surface tackiness and loss of gloss, although the coating is firmly cured. Amine blush is a normal chemical reaction between the amine present in epoxy with carbon dioxide and moisture in the air forming carbamate which appears as a greasy surface film. This can happen in conditions of high humidity or in close proximity to water source while the material is still curing; this is especially true at low temperature and high humidity.
The blush will prevent a good intercoat bond and may cause fisheyes during installation of the subsequent coat. It must be removed. In some occasion, the blush looks oily or has white residues. These white residues can either be removed with a vinegar solution (diluted with water).
It is recommended to sand the floor and reapply the coating to ensure a glossy finish since this treatment will remove the gloss as well.
Lack of Uniformity:
This is has to do with a technique rather than with the material itself. The broadcasting of colored quartz aggregate (or aggregate for slip) must be done carefully and uniformly to avoid any rough area formation. If you are not experienced in doing so ask our professional flooring guys to help you out. Lack of uniformity is also caused by poor premixing of component A (containing the colorants). Avoid over-rolling the coating and apply it evenly and at the right thickness. Another reason my cause discoloration is back rolling or excessive rolling after the material starts to set. The lack of uniformity or film defects can also occurred by excessive airflow, which causes the epoxy to dry too quickly. This usually happens with too much air is allowed to flow over the floor through open doorways, from HVAC or other sources. Another cause of bubbles is due to excessive heat, usually caused by heaters or applying the epoxy coating during extreme weather.
To prevent this simply turn off your HVAC blowers, if this is possible. If it is not possible, then try to redirect the airflow away from your newly applied epoxy coating. It is important to avoid high-temperature conditions whenever possible.
Imperfections and Fish Eyes:
Fish eyes are imperfections in the surface of the epoxy coating, which resemble the fish eyes. Deposits of residual silicone on the surface of the floor cause this type of imperfection. To avoid this type of imperfection, make sure that you properly prepare the concrete surface with the recommended solvent or stripping agent to remove any silicone contaminants. Any petroleum-based lubricant as well as any form of oil or grease including that from food products will cause surface problems, which will cause the epoxy coating to improperly bond. Another cause for fish eyes is to apply epoxy coating over still tacky (not fully dry or uncured) epoxy primer. The third cause of fish eyes the use of mineral sprit either for cleaning the floor or as a thinner. Mineral spirit is not compatible with epoxy coating.
To prevent any problems make sure that you remove all petroleum-based contaminants with an Oil & Grease Emulsifier, followed by a thorough chemical cleaning with caustic, acid, and detergent, test the concrete surface for contamination from an oily substrate by sprinkling with water. If it beads up, steam clean or torch to bring the contaminant to the surface, and chemically clean again.
The only way to repair fisheyes or other imperfections caused by oil or grease residue is to thoroughly sand the surface of the area, then following the steps, thoroughly clean, the area again, making sure that you remove the silicon, oil or grease. Before you recoat the area, make sure that you go back over the area with a vacuum or clean the area with a tack rag to ensure that you remove all debris. Before you recoat your entire floor, only apply one unit at a time to monitor to see if the fish eyes reoccurrence.
Lack of Gloss or Dull Finish:
The most common cause of a dull finish is excessive humidity, which is humidity of above 60%. A dull finish after more than 24 hours can be due to moisture condensation during the cure. For this reason, epoxy coating should not be a task performed on rainy days. It is always better to wait for less humid weather. Other causes of a dull finish are improper mixing and/or applying the epoxy coating when either the air temperature or surface temperature of the concrete is cold. It is important to note that excessive humidity that which is above 60% and/or cold temperatures can cause blushing.
Lumps, Bumps or Globs in the Surface:
Sometimes no matter how well you sand, rinse, and clean the concrete surface, you will still discover lumps, bumps, or globs in the dried surface. These lumps, bumps, and globs of often lumps of 100% solids epoxy caused by poor mixing or from using dirty equipment when mixing or applying the epoxy coating. Lumps can also come from lint from the roller sleeve that you use. Always use a lint-free 6 mm roller. Another cause of lumping is when part A has been frozen. If you live in a cold climate area, make sure that part A is completely thawed at 25°C for 3 days hours, and then you want to blend it thoroughly before using.
If you have bumps, lumps, or globs in your epoxy coating, to correct these imperfections is to sand or grind out the imperfections and then recoat the areas.
Whiting or Cloudiness:
An epoxy coating which appears white or cloudy immediately after installation has most likely been exposed to water prior to complete cure. The exposure may be due to moisture from the concrete or substrates, moisture from the environment conditions (Dew Point), or from placing the coating into wet service prior to complete cure
Complete Damage & Disintegration:
This is a rare occurrence and only happens upon exposure to severe chemicals, particularly before achieving a full cure. Harsh chemicals such as acetone, methyl ethyl ketone, glacial acetic acid, paint stripper and benzyl alcohol should be kept away from the floor since the damage is irreversible. ZeraDur is resistant to battery acid (35-40% sulfuric acid). However, if the acid is not diluted with water and cleaned immediately and was allowed to stand for an extended period of time, it would get stronger (more concentrated) and would severely damage the floor. The same is applied to vinegar (acetic acid) and brake fluid.



